OPTIMISATION DU NETTOYAGE EN PLACE
Conductivimètre, turbidimètre, réfractomètre, ... ? → Ces différentes technologies sont complementaires car elles ne voient pas la même chose.
Le conductivimètre sera l'instrument idéal pour maitriser vos phases de soude et d'acide. Cliquez ici pour retrouvez les conductivimètres que nous recommandons pour piloter au mieux ces phases de la NEP.
Mais l'optimisation efficace d'une NEP demande d'aller plus loin...
Cela passe également par une maitrise du premier rincage. Souvent négligé, ce premier rincage va pourtant conditionner la suite des opérations de nettoyage.
Pour s'assurer de l'efficacité de cette premiere phase du Nettoyage En Place, nous recommandons l'utilisation d'un turbidimètre pour détecter la matière en suspension ou d'un réfractomètre pour détecter la matière dissoute.
Dans beaucoup de process, un conductivimètre ne pourra pas détecter correctement la matière ou les résidus de matière car la conductivité des produits de ces process est proche de celle de l'eau.
Ces produits seront détectés avec précision par la turbidimétrie ou la réfactométrie car ils absorbent beaucoup plus de lumière que l'eau ou les produits chimiques de la NEP.
Ci dessous un exemple de l'importance du premier rincage :
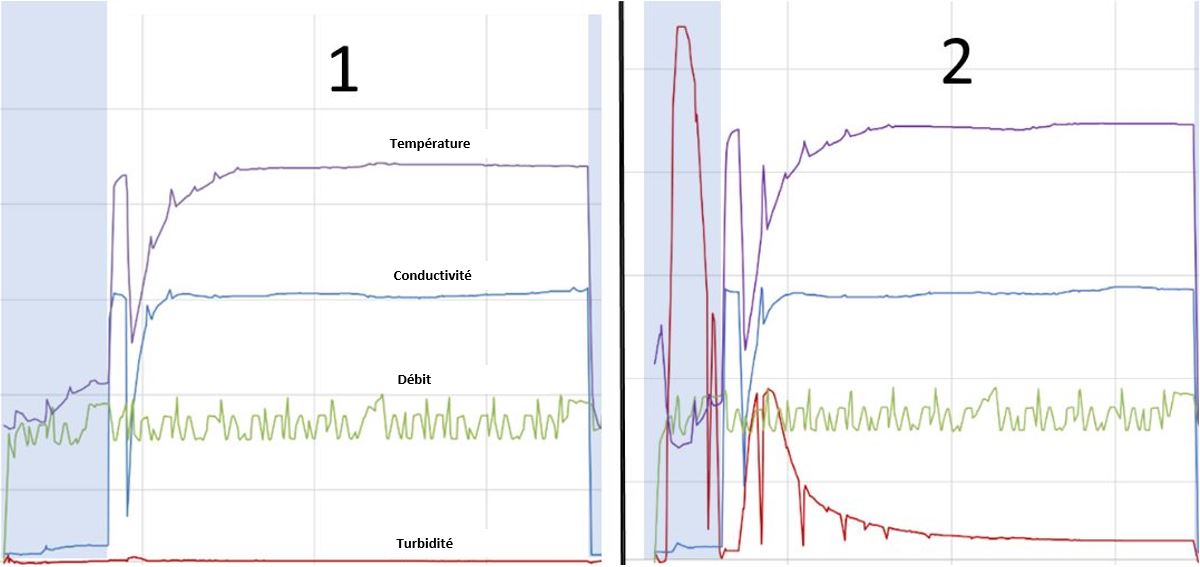
Dans cet exemple, un refroidisseur de yoghourt est lavé. La phase du premier rincage est en bleue.
Si nous comparons la conductivité, la température et le débit, les deux graphiques sont similaires. Tous les paramètres sont dans les plages attendues, il n'est pas possible de detecter un problème.
La courbe rouge de la turbidité raconte une autre histoire :
Graphique 1 : Le refroidisseur propre est lavé à nouveau avant le début de la production. La courbe de turbidité est complètement plate. Aucun produit n'est détecté.
⇒ Le premier rincage aurait pu etre écourté, le turbidimètre indique qu'il n'y a plus de produit.
Graphique 2 : Le même refroidisseur est lavé quelques jours plus tard. Plus de 100 kg de yaourt sont encore dans le refroidisseur. Le premier rinçage entraîne une grande quantité de résidus de produits.
⇒ Le premier rincage ne dure pas assez longtemps ce qui provoque un encrassement important de la soude et diminue l'efficacité du nettoyage.
Cette phase de premier rincage conditionne bien souvent l’efficacité de l’ensemble du cycle du Nettoyage En Place. Un premier rinçage efficace permet :
- De maitriser la consommation d’eau,
- D’éviter la pollution de la soude,
- De s’assurer de l’efficacité de l’action de la soude
- D’éviter des problèmes en cascade sur les actions suivantes
|
Ou économisons-nous ? |
Quel est l'impact des économies ? | |
| EAU | Temps du premier rinçage diminué | Gain sur les apports d'eau Gain sur les couts du traitement des effluents |
| TEMPS | Temps rinçage diminué Possibilité sur le temps de la soude egalement |
Amélioration du temps organisationnel Réduction des goulots d'étranglement |
| MATIERE | Optimisation du premier rinçage | Récupération de produit Valorisation des dechets |
| ENERGIE |
Réduction des rinçages chaud |
Gain d'energie de chauffage et d'electricité |
| CHIMIQUE | Protection des produits chimiques | Produits chimiques plus propres Quantité utilisée moindre |
| QUALITE | Standardisation des cycles de nettoyage et des detections d'incidents | Réduction des coûts d'incidents Valeur de la marque |
Ci-dessous une vidéo du fabricant SATRON expliquant les différents avantages de la mesure de turbidité lors des nettoyages en place :
Contactez-nous pour déterminer les instruments vous permettant d'optimiser au mieux votre NEP
Découvrez les autres pistes pour réduire vos pertes matières en cliquant sur les liens ci-dessous :
► Contrôle des pousses
► Maitrise des effluents